
塑料成型三工艺:压塑,滚塑,真空铸造
1.旋转成型又称作滚塑
旋转成型(Rotation Molding):适合高质量表面产品的成型工艺,尤其适用于PE, PA, PP, PVC, EVA等塑料制品

工艺成本:加工费用(中),单件费用(低-中)
典型制品:家具,玩具等
产量适合:适合中低小批量生产(不超过10000件)
质量:精确成型的产品表面,但成型后体积会缩小3%
速度:单件时间长(30-60分钟/ 件)
设计建议:应尽量避免带有尖角和硬边的产品造型
工艺过程:
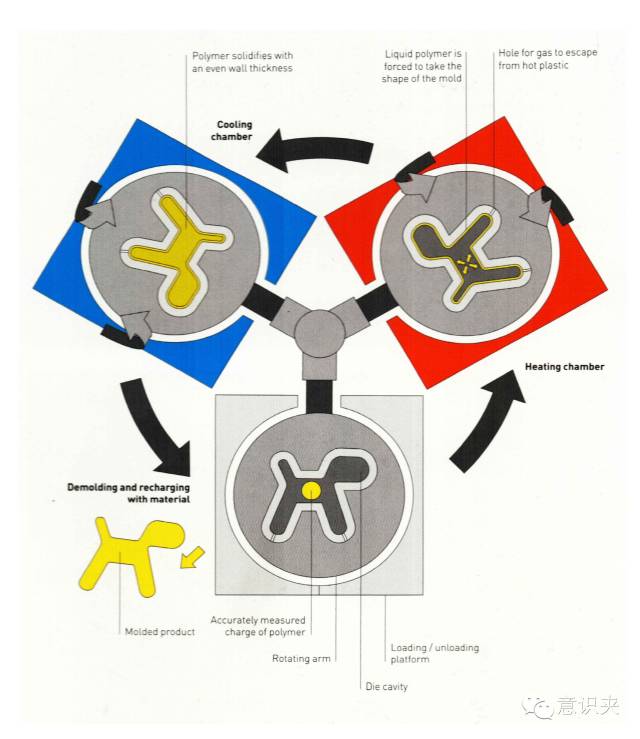
步骤1:将高分子聚合物颗粒倒入模具腔体内
步骤2:加热模具,使腔体内的高分子聚合物颗粒融化为液体,旋转模具,迫使高分子聚合物液体在模具腔体内部成型(25分钟+)
步骤3:注入空气至腔体,直至模具冷却(25分钟+)
步骤4:脱模,完成
2.真空铸造,手板模型和小批量复制
真空铸造(Vacuum Casting):专门用于制作精致手板模型和小批量复制的工艺,广泛用于注塑产品的打样预览。真空铸造常用的塑料材料有PP和PA,成型零件的色彩选择和强度大小灵活性很高,非常适合产品设计师做产品手板定做。

工艺成本:加工费用(低),单件费用(中)
典型制品:手板模型,电子消费品,体育设备,玩具等
产量适合:适合单件定做和小批量生产
质量:精确成型的产品表面,但成型后体积会缩小3%
速度:根据零件尺寸决定(45分钟- 4小时/ 件)
设计建议:
1.设计过程中应考虑产品的体积(建议单片零件重量在2.5kg之内),因为在用真空铸造做产品手板时,体量越大的产品冷却收缩的比例也越大,耗时也越久
2.应尽量避免尖锐的产品造型

工艺过程:
前期准备:用单件成品翻制两片硅胶模
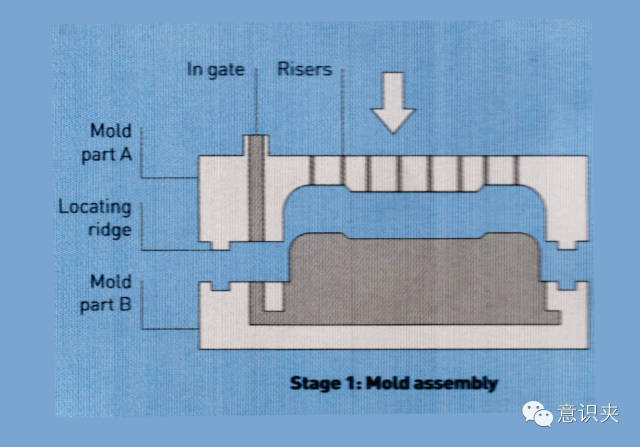
步骤1:将事先准备好的两片硅胶模合并,放置在65°-70°的环境下,两片硅胶模接缝处开始融化直至无缝衔接
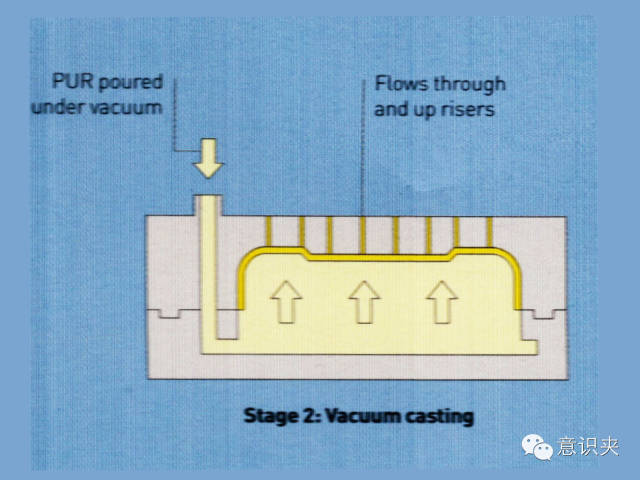
步骤2:抽空硅胶模内空气,引流管倒入液体PUR,直至充满模内腔体。冷却(45分钟-4小时)
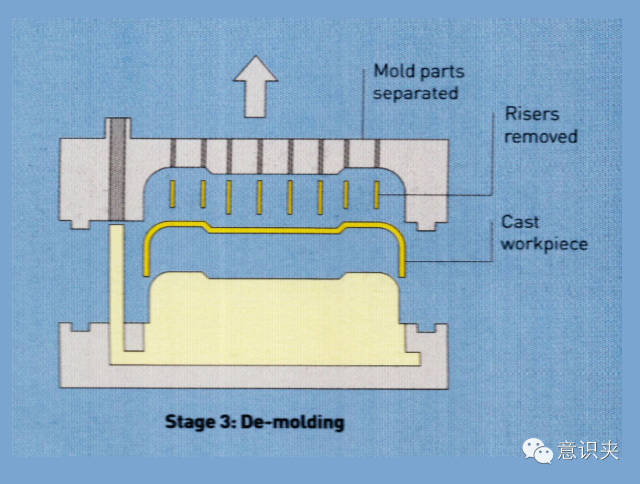
步骤3:割开两片硅胶模,取出成品,等待修边和打磨
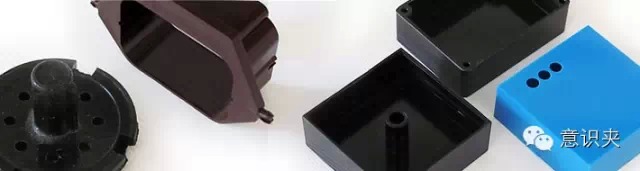
3.压塑成型用于绝缘绝热耐腐蚀的产品
压塑成型(ompression Molding):发明于1920年,是第一个真正代表人类开始掌握塑料加工的工艺,也是制造热固性塑料的代表工艺,适合绝缘绝热耐腐蚀的产品部件生产。

工艺成本:加工费用(中),单件费用(低)
典型制品:汽车塑料部件,按键,鞋底等绝缘绝热防腐蚀产品部件
产量适合:适合大批量生产
质量:表面精度高,适合装饰件的工艺
速度:塑料制造周期(2分钟)
设计建议
1.设计过程中应考虑产品的体积(建议单片零件重量在2.5kg之内),因为在用真空铸造做产品手板时,体量越大的产品冷却收缩的比例也越大,耗时也越久
2.应尽量避免尖锐的产品造型
工艺过程
前期准备:热固性塑料小块或粉末

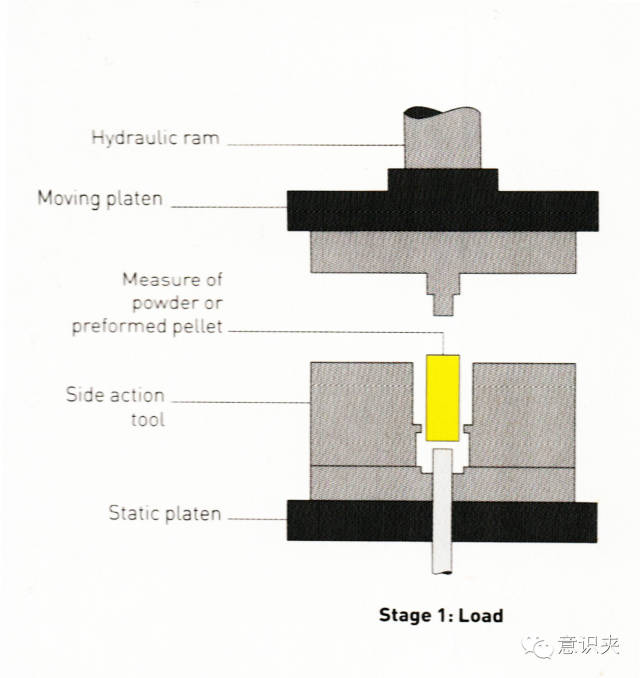
步骤1:将定量的热固性塑料小块或粉末放在模具里,加热至100°,以提升后期的生产效率和成型质量
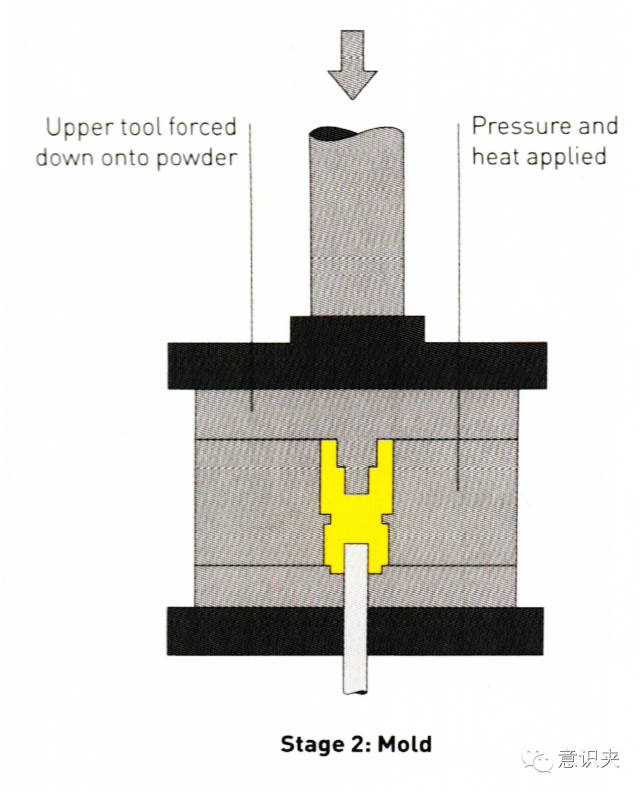
步骤2:两片模具缓缓合并,以确保受力均匀,模内温度在2分钟内从115°上升到150°
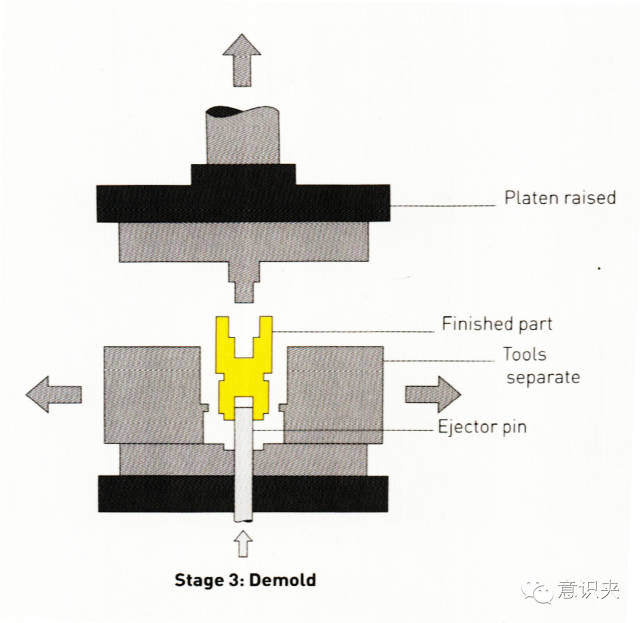
步骤3:等待充分冷却后,两片模具分开,成品被顶出,完成

